Volume 2, Issue 7, July 2017 International Journal of Innovative Science and Research Technology
ISSN No: - 2456 2165
Design and Fabrication of Minimum Quantity
Lubrication (MQL) Setup
Tamboli Mubashir Chand[1] Kartik Raju Daswani[2] Mohammed Taquee [3]
[1] [2] [3]
Department of Mechanical Department of Mechanical Department of Mechanical
Engineering, Engineering, Engineering,
SRM University SRM University SRM University
Chennai, INDIA- 600026 Chennai, INDIA-600026 Chennai, INDIA- 600026
mubashirtamboli2@gmail.co m
AbstractRecent Research in the field of Machining has tool life as induced thermal shock will be less as compared to
caused a revolutionary transformation in the machining flood coolant.
process. Cutting fluid has various impacts on the work
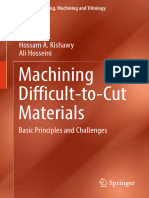
Costs generated by conventional flood lubrication (e.g.
piece and machine components. Due to recent adverse
maintenance, inspection, preparation and disposal of
changes in the environmental conditions use of Minimum
metalworking fluids) are no longer an issue with minimum
Quantity Lubrication has become the need of the hour
quantity lubrication. The average percentages of these costs in
which needs to be addressed with at most concern. This
the overall cost of wet processing are shown in Figure 1
paper focuses on the design and fabrication of the
Minimum Quantity Lubrication (MQL) Setup. The
various advantages and disadvantages of the MQL Setup
has been studied.
KeywordsMinimum Quantity lubrication, Flood Coolant,
MQL, Near Dry Machining
I. INTRO DUCTIO N
Minimum Quantity Lubrication (MQL) has increasingly found
its way into the area of metal cutting and in many areas, has
been established as an alternative of conventional flood
coolant method. In contrast to flood lubrication system
minimum quantity lubrication uses few droplets of coolant
mixed with compressed air in the form of mist.
MQL is the process of applying minute amounts of high - Figure 1
quality lubricant directly to the cutting tool/work piece
interface instead of using traditional flood coolants. MQL
minimizes your environmental impact by significantly II. WO RKING
reducing fluid usage and eliminating the need for coolant
treatment and disposal. These near-dry machining benefits are
multiplied further when using 100% biodegradable lubricants
which are formulated from renewable plant-based oils. When
considering these facts along with the performance benefits of
biodegradable lubricants and MQL, it becomes obvious that
this is the future of metal cutting fluid.
The lubricant is sprayed with the help of external supply
system which can be one or more nozzles. The amount of
coolant used in MQL is about 3-4 order magnitude less than
the amount commonly used in flood cooling condition. For
example up to 10 liters of coolant is used in flood coolant type
lubrication system.
In MQL lubrication is obtained via the lubricant, while a
minimum cooling action is achieved by the pressurized air that
reaches the cutting surface. When the MQL is applied to the
tool rake tool life is no different from dry condition but MQL
applied to the tool flank can increase tool life. In machining,
excessive heat is generated using flood coolant will reduce
thermal shock causing tool failure. Hence MQL will promote
IJISRT17JL141 www.ijisrt.com 280
Volume 2, Issue 7, July 2017 International Journal of Innovative Science and Research Technology
ISSN No: - 2456 2165
The working of the Minimum Quantity Lubrication setup is and the compression stroke starts (from BDC to TDC). In due
based on following components . course, the discharge valve on the other side opens up and the
Air Compressor. compressed air gets released. Depending on whether it is a
Nozzle. single stage or a multistage compression, there can either be an
Micro Pump. intercooler or it may not be present.
Motor.
Magnetic Stand One of the drawbacks of the Reciprocating compressor is that
Connecting Pipes the air supply is intermittent. That is, at the end user your air
The pictorial representation of MQL Setup is shown below flow is not continuous. Also, the volume of air that can be
handled is limited. As your requirement increases, your
compressor size keeps going up.
The next generation of air compressor is the screw
compressor. Here the machine consists of a part called the
aired, which is the heart of the device. It contains two lobes cut
in a particular profile along which the air flows. The airend is
generally crowned with an intake valve. The shaft of the aired
is coupled to a prime mover (an engine or an electric motor).
The prime mover rotates the lobes which creates a vacuum in
the aired case. This gives a pulse to the intake valve which
opens according to the amount of vacuum created and sucks in
air. The air then traverses along the lobes and gets discharged
either to a storage tank or for end use. Screw compressors
provide a more consistent flow of air than their Reciprocating
counterparts and are considered more reliable.
Centrifugal air compressor functions just like a pump. It has a
casing which contains a blade profile coupled to a prime
Their Function are Detailed as Follow mover. Centrifugal compressors generally are used in those
applications where the air flow required is huge.
A. Air Compressor
Vane and scroll compressors also exist but they are not
In a single sentence, the function of an air compressor is to commercially viable.
compress air and to deliver it for end use. There are three
popular types (from the perspective of commercial use).:
B. Nozzle
Reciprocating compressor A nozzle is a device designed to control the direction or
Screw compressor characteristics of a fluid flow (especially to increase velocity)
Centrifugal compressor as it exits (or enters) an enclosed chamber or pipe
Pilot Spray Gun Type 68 is used as a nozzle due to the
The Reciprocating compressor works more or less like an IC following reasons.
engine. It has only two strokes though and also that it is a
Exit Diameter of Nozzle : 0.8mm
power consuming device unlike the IC engine which is power
generating. Operating pressure : 3bar/ 37 psi
Superior Spray Pattern
During the intake stroke, the piston moves from the TDC to Fine Atomization
the BDC. The vacuum created by the suction opens the intake
valve on the compressor and socks air into the compression High Transfer Efficiency
chamber. Once the piston reaches the BDC, the valve closes
IJISRT17JL141 www.ijisrt.com 281
Volume 2, Issue 7, July 2017 International Journal of Innovative Science and Research Technology
ISSN No: - 2456 2165
C. Micro Pump
A Micro pump is used to pump the lubricant.The type of
Micro Pump used is Gear Pump. The primary function of Gear
pump is to pump the lubricant from the storage tank to the
Mixing Chamber where it is mixed with pressurised air. The
power supply to the pump is given with the help of motor
which is coupled to the pump with the help of a love couple
joint.
D. Motor
The primary function of the motor is to supply power to the
gear pump. The type of Motor used is Kirloskar Make Three
Phase Motor. The Motor is coupled to the gear pump with the
help of Love-Couple Joint which is costume Made.
E. Magnetic Stand
A Magnetc Stand is used to attach the Nozzle Setup to the
Machine. Switch Type of Magnetic Stand is Used as it can be
attached and deattached when ever necessary.
IJISRT17JL141 www.ijisrt.com 282
Volume 2, Issue 7, July 2017 International Journal of Innovative Science and Research Technology
ISSN No: - 2456 2165
III. CALCULATIO NS
SPECIFICAT IONS:
Output from pump: 500 ml/hr
Volume of Fluid: 500 ml
Time: 3600 sec
Dia. Of Nozzle: 0.8 mm
Discharge = Volume of Fluid/Time
= 0.0005/3600
= 1.3 * 10-7 m3 /sec.
Area = 3.14*d2/4
= 3.14*(0.8*10^-3)2
.
= 6.28*10-10 m3
F. Connecting Pipes Velocity = Discharge/Area
= (1.3*10^-7)/(6.28*10^-10)
Connecting Pipes are used to connect the Pump Output to = 206.9 m/s.
Nozzle and output from compressor to Nozzle.
IV. CONCLUSIO NS
The mach inability of the MQL technique reveals
notable improvements over dry and conventional
flood cutting fluid supply.
MQL technique provides reduced tool wear,
improved tool life and better surface finish mainly by
Reducing the friction in the chip tool and work piece
tool interfaces, which maintains sharpness of the
cutting edge?
REFERENCES
[1]. Belentani, Rafael de Mello et al . Utilization of
minimum quantity lubrication (MQL) with water in
CBN grinding of steel. Mat. Res., So Carlos , v.
17, n. 1, p. 88-96, Feb. 2014 .
[2]. Senthil Kumar A, Rahman M, Ng SL (2002) Effect of
high-pressure coolant on machining performance. Int
J Adv Manuf Technol 20:839
[3]. Alberdi R, Sanchez JA, Pombo I, Ortega N,Izquierdo
B, Plaza S, Barrenetxea D (2011) Strategies
[4]. TASDELEN B, WIKBLOM T, EKERED S. Studies
on minimum quantity lubrication (MQL) and air
cooling at drilling[J]. Journal of Materials Processing
Technology, 2008, 200(13): 339346.
IJISRT17JL141 www.ijisrt.com 283
You might also like
- Pneumatic Auto Feed Punching and Riveting Machine IJERTV1IS7137Document7 pagesPneumatic Auto Feed Punching and Riveting Machine IJERTV1IS7137Vijay UghadeNo ratings yet
- Pneumatic Reciprocating Hacksaw Machine: March 2016Document6 pagesPneumatic Reciprocating Hacksaw Machine: March 2016SaurabhNo ratings yet
- Compressed Air: Power Quality & Utilisation GuideDocument11 pagesCompressed Air: Power Quality & Utilisation GuideZahid SbNo ratings yet
- Analysis of Reciprocating Compressor ValveDocument9 pagesAnalysis of Reciprocating Compressor ValveIJRASETPublicationsNo ratings yet
- Design & Fabrication of Pneumatic Powered HacksawDocument5 pagesDesign & Fabrication of Pneumatic Powered HacksawRajesha K.HNo ratings yet
- System Design and Mechanism of A Compressed Air EngineDocument5 pagesSystem Design and Mechanism of A Compressed Air Enginemuner886644No ratings yet
- Design & Fabrication of Air Driven Engine: Sanketh S, Harsha R N, Manunath MVDocument10 pagesDesign & Fabrication of Air Driven Engine: Sanketh S, Harsha R N, Manunath MVretechNo ratings yet
- Air CompressorsDocument3 pagesAir CompressorsSheraz Abdul HayeeNo ratings yet
- Pneumatic Auto Feed Punching and Riveting Machine: A.S. Aditya Polapragada, K. Sri VarshaDocument8 pagesPneumatic Auto Feed Punching and Riveting Machine: A.S. Aditya Polapragada, K. Sri VarshaMahe dudeNo ratings yet
- Magnetic Levitation CompressorDocument21 pagesMagnetic Levitation CompressorNilesh PatelNo ratings yet
- Decade Developments of Rotary CompressorDocument9 pagesDecade Developments of Rotary CompressorNguyen Danh TuyenNo ratings yet
- Improving Tool Life With Minimum Quantity Lubrication: Technical ReportDocument2 pagesImproving Tool Life With Minimum Quantity Lubrication: Technical ReportmikadoturkNo ratings yet
- Design & Fabrication of Pneumatic Forging MachineDocument39 pagesDesign & Fabrication of Pneumatic Forging MachineDinesh KumarNo ratings yet
- Pneumatic Can Crushing MachineDocument22 pagesPneumatic Can Crushing MachineBoopathi KalaiNo ratings yet
- Case Study Compressed AirDocument8 pagesCase Study Compressed AirDinia Saleh100% (1)
- Industrial Centrifugal Compressors Design Validation, Using Rapid Method Evolutionary Algorithms To Predict Map Characteristics EvaluationDocument12 pagesIndustrial Centrifugal Compressors Design Validation, Using Rapid Method Evolutionary Algorithms To Predict Map Characteristics EvaluationMustafa AliosmanoğluNo ratings yet
- Mini Water Service StationDocument46 pagesMini Water Service StationAakash DindigulNo ratings yet
- Air Compressors and Compressed-Air SystemsDocument18 pagesAir Compressors and Compressed-Air SystemslerdoyNo ratings yet
- Fabrication of Pneumatic Auto Feed Drilling MachineDocument47 pagesFabrication of Pneumatic Auto Feed Drilling MachineOnkar Chakkarwar100% (14)
- Discovery: Pneumatic Metal Sheet Cutting MachineDocument7 pagesDiscovery: Pneumatic Metal Sheet Cutting MachineStella RaphaelNo ratings yet
- Pneumatic Auto Feed Punching and Riveting MachineDocument7 pagesPneumatic Auto Feed Punching and Riveting MachineAkgec BoschNo ratings yet
- Chapter-3 Literature Survey PneumaticsDocument10 pagesChapter-3 Literature Survey PneumaticsAnonymous j0aO95fgNo ratings yet
- Pneumatic Hacksaw MachineDocument41 pagesPneumatic Hacksaw MachineMahesh KumarNo ratings yet
- Alternative Design For Reciprocating Compressor Driven by Using A Fluid Piston To Overcome LimitationsDocument6 pagesAlternative Design For Reciprocating Compressor Driven by Using A Fluid Piston To Overcome Limitationstahera aqeelNo ratings yet
- The Effect of Portable MQL Applicator Onto Carbide Insert During Turning Inconel 718Document10 pagesThe Effect of Portable MQL Applicator Onto Carbide Insert During Turning Inconel 718adarshgitamNo ratings yet
- Design Fabrication and Performance Analy PDFDocument7 pagesDesign Fabrication and Performance Analy PDFDeva KrishnanNo ratings yet
- Pneumatic Punch Machine DesignDocument40 pagesPneumatic Punch Machine DesignIlaya Raja67% (6)
- Investigation On Reciprocating Air ComprDocument6 pagesInvestigation On Reciprocating Air ComprChris VilaNo ratings yet
- 174-Article Text-315-1-10-20180122Document6 pages174-Article Text-315-1-10-20180122Thomas TamangNo ratings yet
- Performance Evaluation and Flame Stabilization ofDocument10 pagesPerformance Evaluation and Flame Stabilization ofB Bala Venkata GaneshNo ratings yet
- Low Cost Automation in A Power Press: G .Tamizharasi, S. Kathiresan, D. Balaji and S. JegathiesanDocument5 pagesLow Cost Automation in A Power Press: G .Tamizharasi, S. Kathiresan, D. Balaji and S. Jegathiesanraja rishyantNo ratings yet
- Low Cost Automation Hydro-Pneumatic PressDocument5 pagesLow Cost Automation Hydro-Pneumatic Pressraja rishyantNo ratings yet
- Literature Review of Reciprocating CompressorDocument8 pagesLiterature Review of Reciprocating Compressorc5qx9hq5100% (1)
- Pneumatic Trainer KitDocument19 pagesPneumatic Trainer Kitfidianty hutasoitNo ratings yet
- Volltext PDFDocument14 pagesVolltext PDFErik HendersonNo ratings yet
- Best Practice Catalog: Compressed Air SystemsDocument28 pagesBest Practice Catalog: Compressed Air SystemsHamoNo ratings yet
- Chapter 1Document44 pagesChapter 1Chandra SekarNo ratings yet
- Your Essential Guide To Rotary Screw CompressorsDocument5 pagesYour Essential Guide To Rotary Screw CompressorstechbiomedNo ratings yet
- Better Grinding Systems with V-Separator and VSK-SeparatorDocument5 pagesBetter Grinding Systems with V-Separator and VSK-SeparatorGerman Gabriel Anaya VegaNo ratings yet
- Design and Analysis of Vertical Axis Wind Turbine Rotors: MD. Saddam Hussen, Dr. K. Rambabu, M. Ramji, E. SrinivasDocument9 pagesDesign and Analysis of Vertical Axis Wind Turbine Rotors: MD. Saddam Hussen, Dr. K. Rambabu, M. Ramji, E. SrinivasHaseeb UddinNo ratings yet
- 2016 - Bin - OilfreecompressorDocument11 pages2016 - Bin - OilfreecompressorSharad KokateNo ratings yet
- 4396 14573 1 PB PDFDocument3 pages4396 14573 1 PB PDFMohammed S.GoudaNo ratings yet
- Fabrication of Pneumatic Auto Feed Drilling MachineDocument46 pagesFabrication of Pneumatic Auto Feed Drilling MachineDinesh Kumar100% (2)
- Gas Turbine Control System ThesisDocument6 pagesGas Turbine Control System Thesisafcnenabv100% (2)
- Solar Based Air Compressor For in Ating Tyres: July 2014Document6 pagesSolar Based Air Compressor For in Ating Tyres: July 2014Arpan BariaNo ratings yet
- Compressed Air SystemsDocument181 pagesCompressed Air Systemsgetahun esubalewNo ratings yet
- Design and Fabrication of Pneumatic AutoDocument17 pagesDesign and Fabrication of Pneumatic AutoDevarathNo ratings yet
- Dynamic Modeling of Compressors Illustrated by An Oil Flooded Twin Helical Screw Compressor 2011 MechatronicsDocument8 pagesDynamic Modeling of Compressors Illustrated by An Oil Flooded Twin Helical Screw Compressor 2011 MechatronicsTai Huu100% (1)
- 0903 LubricationDocument5 pages0903 LubricationAnthony LeNo ratings yet
- Structural Analysis of Micro Turbine by Using CFD Dr.R.Rajappan, K ChandrasekarDocument8 pagesStructural Analysis of Micro Turbine by Using CFD Dr.R.Rajappan, K ChandrasekarSaad Al HelyNo ratings yet
- MAINTENANCE INSTRUCTIONS FOR HEATLESS REGENERATIVE TWIN TOWER TYPE COMPRESSED AIR DRYERDocument43 pagesMAINTENANCE INSTRUCTIONS FOR HEATLESS REGENERATIVE TWIN TOWER TYPE COMPRESSED AIR DRYERfernanguedes2071100% (2)
- University Institute of Engineering: Plant Utilities CHF-451Document15 pagesUniversity Institute of Engineering: Plant Utilities CHF-451metaliNo ratings yet
- High Vacuum Techniques-1Document15 pagesHigh Vacuum Techniques-1Nicholas MorganNo ratings yet
- The Rotary Screw Compressor: Ashrae JournalDocument3 pagesThe Rotary Screw Compressor: Ashrae JournalAkhli RahmatullohNo ratings yet
- Solar Based Air Compressor For in Ating Tyres: October 2014Document6 pagesSolar Based Air Compressor For in Ating Tyres: October 2014bappah harunaNo ratings yet
- Design and Fabrication of Pneumatic Door Open and Closed SystemDocument34 pagesDesign and Fabrication of Pneumatic Door Open and Closed SystemSubu ManiNo ratings yet
- Compressor Case Study: Classification and OperationDocument57 pagesCompressor Case Study: Classification and Operationmobile legend practiceNo ratings yet
- Ejectors for Efficient Refrigeration: Design, Applications and Computational Fluid DynamicsFrom EverandEjectors for Efficient Refrigeration: Design, Applications and Computational Fluid DynamicsNo ratings yet
- Small Wind: Planning and Building Successful InstallationsFrom EverandSmall Wind: Planning and Building Successful InstallationsRating: 5 out of 5 stars5/5 (2)
- Gas-Engines and Producer-Gas Plants A Practice Treatise Setting Forth the Principles of Gas-Engines and Producer Design, the Selection and Installation of an Engine, Conditions of Perfect Operation, Producer-Gas Engines and Their Possibilities, the Care of Gas-Engines and Producer-Gas Plants, with a Chapter on Volatile Hydrocarbon and Oil EnginesFrom EverandGas-Engines and Producer-Gas Plants A Practice Treatise Setting Forth the Principles of Gas-Engines and Producer Design, the Selection and Installation of an Engine, Conditions of Perfect Operation, Producer-Gas Engines and Their Possibilities, the Care of Gas-Engines and Producer-Gas Plants, with a Chapter on Volatile Hydrocarbon and Oil EnginesNo ratings yet
- A Curious Case of QuadriplegiaDocument4 pagesA Curious Case of QuadriplegiaInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Analysis of Financial Ratios that Relate to Market Value of Listed Companies that have Announced the Results of their Sustainable Stock Assessment, SET ESG Ratings 2023Document10 pagesAnalysis of Financial Ratios that Relate to Market Value of Listed Companies that have Announced the Results of their Sustainable Stock Assessment, SET ESG Ratings 2023International Journal of Innovative Science and Research TechnologyNo ratings yet
- Adoption of International Public Sector Accounting Standards and Quality of Financial Reporting in National Government Agricultural Sector Entities, KenyaDocument12 pagesAdoption of International Public Sector Accounting Standards and Quality of Financial Reporting in National Government Agricultural Sector Entities, KenyaInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Food habits and food inflation in the US and India; An experience in Covid-19 pandemicDocument3 pagesFood habits and food inflation in the US and India; An experience in Covid-19 pandemicInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- The Students’ Assessment of Family Influences on their Academic MotivationDocument8 pagesThe Students’ Assessment of Family Influences on their Academic MotivationInternational Journal of Innovative Science and Research Technology100% (1)
- Pdf to Voice by Using Deep LearningDocument5 pagesPdf to Voice by Using Deep LearningInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Fruit of the Pomegranate (Punica granatum) Plant: Nutrients, Phytochemical Composition and Antioxidant Activity of Fresh and Dried FruitsDocument6 pagesFruit of the Pomegranate (Punica granatum) Plant: Nutrients, Phytochemical Composition and Antioxidant Activity of Fresh and Dried FruitsInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Forensic Evidence Management Using Blockchain TechnologyDocument6 pagesForensic Evidence Management Using Blockchain TechnologyInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Improvement Functional Capacity In Adult After Percutaneous ASD ClosureDocument7 pagesImprovement Functional Capacity In Adult After Percutaneous ASD ClosureInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Machine Learning and Big Data Analytics for Precision Cardiac RiskStratification and Heart DiseasesDocument6 pagesMachine Learning and Big Data Analytics for Precision Cardiac RiskStratification and Heart DiseasesInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Optimization of Process Parameters for Turning Operation on D3 Die SteelDocument4 pagesOptimization of Process Parameters for Turning Operation on D3 Die SteelInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Scrolls, Likes, and Filters: The New Age Factor Causing Body Image IssuesDocument6 pagesScrolls, Likes, and Filters: The New Age Factor Causing Body Image IssuesInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- The Experiences of Non-PE Teachers in Teaching First Aid and Emergency Response: A Phenomenological StudyDocument89 pagesThe Experiences of Non-PE Teachers in Teaching First Aid and Emergency Response: A Phenomenological StudyInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Design and Implementation of Homemade Food Delivery Mobile Application Using Flutter-FlowDocument7 pagesDesign and Implementation of Homemade Food Delivery Mobile Application Using Flutter-FlowInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Severe Residual Pulmonary Stenosis after Surgical Repair of Tetralogy of Fallot: What’s Our Next Strategy?Document11 pagesSevere Residual Pulmonary Stenosis after Surgical Repair of Tetralogy of Fallot: What’s Our Next Strategy?International Journal of Innovative Science and Research TechnologyNo ratings yet
- Comparison of Lateral Cephalograms with Photographs for Assessing Anterior Malar Prominence in Maharashtrian PopulationDocument8 pagesComparison of Lateral Cephalograms with Photographs for Assessing Anterior Malar Prominence in Maharashtrian PopulationInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Late Presentation of Pulmonary Hypertension Crisis Concurrent with Atrial Arrhythmia after Atrial Septal Defect Device ClosureDocument12 pagesLate Presentation of Pulmonary Hypertension Crisis Concurrent with Atrial Arrhythmia after Atrial Septal Defect Device ClosureInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Blockchain-Enabled Security Solutions for Medical Device Integrity and Provenance in Cloud EnvironmentsDocument13 pagesBlockchain-Enabled Security Solutions for Medical Device Integrity and Provenance in Cloud EnvironmentsInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- A Review on Process Parameter Optimization in Material Extrusion Additive Manufacturing using ThermoplasticDocument4 pagesA Review on Process Parameter Optimization in Material Extrusion Additive Manufacturing using ThermoplasticInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Enhancing Biometric Attendance Systems for Educational InstitutionsDocument7 pagesEnhancing Biometric Attendance Systems for Educational InstitutionsInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Quality By Plan Approach-To Explanatory Strategy ApprovalDocument4 pagesQuality By Plan Approach-To Explanatory Strategy ApprovalInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Design and Development of Controller for Electric VehicleDocument4 pagesDesign and Development of Controller for Electric VehicleInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Targeted Drug Delivery through the Synthesis of Magnetite Nanoparticle by Co-Precipitation Method and Creating a Silica Coating on itDocument6 pagesTargeted Drug Delivery through the Synthesis of Magnetite Nanoparticle by Co-Precipitation Method and Creating a Silica Coating on itInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Investigating the Impact of the Central Agricultural Research Institute's (CARI) Agricultural Extension Services on the Productivity and Livelihoods of Farmers in Bong County, Liberia, from 2013 to 2017Document12 pagesInvestigating the Impact of the Central Agricultural Research Institute's (CARI) Agricultural Extension Services on the Productivity and Livelihoods of Farmers in Bong County, Liberia, from 2013 to 2017International Journal of Innovative Science and Research TechnologyNo ratings yet
- Databricks- Data Intelligence Platform for Advanced Data ArchitectureDocument5 pagesDatabricks- Data Intelligence Platform for Advanced Data ArchitectureInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Digital Pathways to Empowerment: Unraveling Women's Journeys in Atmanirbhar Bharat through ICT - A Qualitative ExplorationDocument7 pagesDigital Pathways to Empowerment: Unraveling Women's Journeys in Atmanirbhar Bharat through ICT - A Qualitative ExplorationInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Anxiety, Stress and Depression in Overseas Medical Students and its Associated Factors: A Descriptive Cross-Sectional Study at Jalalabad State University, Jalalabad, KyrgyzstanDocument7 pagesAnxiety, Stress and Depression in Overseas Medical Students and its Associated Factors: A Descriptive Cross-Sectional Study at Jalalabad State University, Jalalabad, KyrgyzstanInternational Journal of Innovative Science and Research Technology90% (10)
- Gardening Business System Using CNN – With Plant Recognition FeatureDocument4 pagesGardening Business System Using CNN – With Plant Recognition FeatureInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Optimizing Sound Quality and Immersion of a Proposed Cinema in Victoria Island, NigeriaDocument4 pagesOptimizing Sound Quality and Immersion of a Proposed Cinema in Victoria Island, NigeriaInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Development of a Local Government Service Delivery Framework in Zambia: A Case of the Lusaka City Council, Ndola City Council and Kafue Town Council Roads and Storm Drain DepartmentDocument13 pagesDevelopment of a Local Government Service Delivery Framework in Zambia: A Case of the Lusaka City Council, Ndola City Council and Kafue Town Council Roads and Storm Drain DepartmentInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Project Presentation - NITIN - AKASH - UEMSHDocument24 pagesProject Presentation - NITIN - AKASH - UEMSHUmesh MouryaNo ratings yet
- Afton PolartechDocument14 pagesAfton PolartechSuresh KumarNo ratings yet
- High Productivity Vertical Machining CenterDocument16 pagesHigh Productivity Vertical Machining CenterCornelia Mihaela MNo ratings yet
- Principles of Machine Shop Practices RSTDocument34 pagesPrinciples of Machine Shop Practices RSTJoel Kelly Cangrehilla MabaoNo ratings yet
- Turning Tools 2017 US-EnDocument848 pagesTurning Tools 2017 US-EnAdriana MesaroșNo ratings yet
- HCN-5000 50 BrochureDocument3 pagesHCN-5000 50 Brochurevictor saenz100% (1)
- Internship Report On PSODocument48 pagesInternship Report On PSOJyothi RameshNo ratings yet
- Mobilcut 122 - InglêsDocument2 pagesMobilcut 122 - InglêsepesanoNo ratings yet
- ColaCor CPBDocument2 pagesColaCor CPBmndmattNo ratings yet
- Industrial Lubricants Cross Reference GuideDocument80 pagesIndustrial Lubricants Cross Reference Guideinsult2injuryNo ratings yet
- Blasocut 4000 StrongDocument1 pageBlasocut 4000 StrongSRI VIGNESH KNo ratings yet
- Solid Carbide Tools: Catalogue CDMR 06Document100 pagesSolid Carbide Tools: Catalogue CDMR 06ranjithjoyNo ratings yet
- 43 TDS - TEA99 Eng.Document2 pages43 TDS - TEA99 Eng.Andrea OrtizNo ratings yet
- Manufacturing Technology Course MaterialDocument97 pagesManufacturing Technology Course MaterialPedro FernandesNo ratings yet
- Shell VOLUTA Test Method VH401 Appearance ViscosityDocument2 pagesShell VOLUTA Test Method VH401 Appearance ViscosityalmasNo ratings yet
- Machine Tools Cutting FluidsDocument133 pagesMachine Tools Cutting FluidsDamodara MadhukarNo ratings yet
- Ybm 15 TDocument12 pagesYbm 15 Tdoanthanh_hpNo ratings yet
- Mec 123 Note-Cutting Fluids Cutting Tool Mtls 100620Document8 pagesMec 123 Note-Cutting Fluids Cutting Tool Mtls 100620Breno JacksonNo ratings yet
- Machining Difficult-to-Cut Materials: Hossam A. Kishawy Ali HosseiniDocument253 pagesMachining Difficult-to-Cut Materials: Hossam A. Kishawy Ali HosseiniAnis dakhlaouiNo ratings yet
- User Manual: Place Machine Motor Sticker HereDocument24 pagesUser Manual: Place Machine Motor Sticker HereShashikant SinghNo ratings yet
- Mobilmet 760 Series: Oil Based Cutting FluidsDocument2 pagesMobilmet 760 Series: Oil Based Cutting FluidsepesanoNo ratings yet
- User Manual Eco100-4Document26 pagesUser Manual Eco100-4hireallbuyerNo ratings yet
- MA-201-202 Vertical Machining Center Mechanical Training 9 13 2006 EversionDocument352 pagesMA-201-202 Vertical Machining Center Mechanical Training 9 13 2006 Eversionmustafa kaya alp yıldırımNo ratings yet
- Ted 221 - Machine Shop Practice 1Document34 pagesTed 221 - Machine Shop Practice 1Mr. MushahidNo ratings yet
- MT-2 - MCQDocument185 pagesMT-2 - MCQArputha RajNo ratings yet
- HPlus 405Document16 pagesHPlus 405VishalNo ratings yet
- Mitutoyo - Suwmiarki Elektroniczne 300 MM - E12045 - 2019 ENDocument4 pagesMitutoyo - Suwmiarki Elektroniczne 300 MM - E12045 - 2019 END.T.No ratings yet
- PRODUCTION ENGINEERING MODULE II: THE THEORY OF METAL CUTTINGDocument122 pagesPRODUCTION ENGINEERING MODULE II: THE THEORY OF METAL CUTTINGSanjay NayeeNo ratings yet
- HB 100S-1 Space-saving Hydraulic CylindersDocument16 pagesHB 100S-1 Space-saving Hydraulic CylindersDaniel MarNo ratings yet